

حمید ادیبی۱ ، مریم یوسفی۲
۱- سرپرست واحد آزمایشگاه و کنترل کیفیت شرکت پتروسامان آذرتتیس
۲- استادیار بخش مهندسی مواد و متالورژی دانشگاه شهید باهنر کرمان، مشاور تحقیق و توسعه شرکت پتروسامان آذرتتیس
m.yousefi@uk.ac.ir
چکیده
در این پژوهش، میزان کاهش خاکستر زغالسنگ با استفاده از روش آگلومراسیون روغنی مورد بررسی قرار گرفت. عملکرد فرآیند بر اساس پاسخهایی مانند کاهش خاکستر و بازیابی مواد آلی ارزیابی شد. آزمایشها بر روی نرمههای کلاسیفایر هوایی با اندازه ذرات کمتر از ۱۵۰ میکرومتر انجام شد. اثر متغیرهای فرآیندی شامل درصد پالپ، سرعت همزن، زمان آگلومراسیون، نوع عامل روغنی و pH محیط بررسی گردید. نتایج نشان داد که استفاده از گازوییل به عنوان عامل روغنی، همراه با شرایط بهینه (سرعت دوران ۱۵۰۰ دور بر دقیقه، غلظت پالپ ۳ درصد، زمان همزدن ۵ دقیقه و pH=2)، منجر به تولید محصولی با خاکستر ۹۶/۲ درصد با درصد بازیابی ۸/۹۷ گردید. این یافتهها نشاندهنده قابلیت بالای روش آگلومراسیون روغنی در جداسازی ذرات ریز زغالسنگ و کاهش خاکستر است.
کلمات کلیدی: آگلومراسیون روغنی، زغالسنگ، عامل اتصال، پالپ
- مقدمه
با پیشرفت فرآیندهای جدید استخراج زغال، میزان قابل توجهی نرمه زغال ایجاد میشود که فرآوری این ذرات ریز چالش برانگیزتر و گرانتر از زغال سنگ درشت است. دو تکنیک اصلی فراوری ذرات ریز عبارتند از فلوتاسیون و آگلومراسیون روغنی. در گذشته، فلوتاسیون تنها روش پرکاربرد برای فرآوری نرمههای زغالسنگ محسوب میشد. با این حال، راندمان استخراج ذرات زغالسنگ با اندازه کمتر از ۵۰۰ میکرون در این روش پایین است. دلیل اصلی، حرکت میکروذرات در امتداد جریان سیال و عدم تجمع مؤثر آنها در اطراف حبابهای هواست [۱].
روش آگلومراسیون روغنی با افزودن روغن به پالپ در شرایط متلاطم، امکان تجمع ذرات زغالسنگ آبگریز و جداسازی آنها از ذرات آبدوست (مانند خاکستر و گوگرد پیریتی) را فراهم میکند. این روش علاوه بر جداسازی، قابلیت آبگیری ذرات را نیز دارد [۲]. در روش آگلومراسیون، مشابه روش فلوتاسیون از خواص سطحی زغال و باطله همراه، برای جدایش ذرات ریز زغال از خاکستر استفاده می شود. ذرات درشت تر از ۳۰۰ میکرون را نیز که با روش فلوتاسیون فرآوری میشوند، با این روش میتوان بازیابی کرد و بدین ترتیب هزینههای مراحل فیلتر و یا خشک کردن را به میزان قابل توجهی کاهش داد [۳].
تئوری فرآیند آگلومراسیون روغنی بر این اساس است که وقتی یک روغن در آب حاوی مواد جامد پراکنده میشود، یکی از مایعات غیرقابل اختلاط باید ذرات جامد خاصی را خیس کند. در هنگام اختلاط، مایع انتخابی روی سطح جامد جذب میشود و در نتیجه با پل زدن قطرات مایع، اندازه ذرات بزرگ میشود. در مورد زغال سنگ (حاوی مواد معدنی)، اندازه ذرات زغال سنگ ترجیحاً توسط یک روغن افزایش مییابد در حالی که مواد معدنی بدون تغییر میمانند [۴].
در این تحقیق عوامل موثر در حذف خاکستر و بازیابی زغال از نرمههای زغال معدن آبنیل که طی فرآیند کلاسیفایر هوایی در شرکت پتروسامان آذرتتیس حاصل شدهاند، مورد بررسی قرار گرفت. از آنجاییکه اندازه ذرات نمونه مورد مطالعه کوچکتر از ۷۵ میکرون است امکان جدایش ذرات زغال از باطله به روشهای مرسوم نظیر روشهای ثقلی و فلوتاسیون وجود نداشته، لذا روش آگلومراسیون برای جدایش ذرات مورد بررسی قرار گرفت. تاثیر پارامترهایی نظیر نوع عامل روغنی، درصد وزنی جامد در پالپ، زمان آگلومراسیون،pH و سرعت همزدن در فرآیند آگلومراسیون زغال مورد نظر تعیین گردید.
- روش پژوهش
آزمایشها با استفاده از سلول فلوتاسیون آزمایشگاهی دنور موجود در شرکت پتروسامان آذر تتیس انجام شد. این سلول از نوع خودهواده بوده و امکان کنترل میزان هوای ورودی از طریق شیر تنظیم و تنظیم سرعت همزن با استفاده از اینورتر را داراست. نمونه مورد آزمایش، نرمه زغالسنگ معدن آبنیل با اندازه ذرات کمتر از ۲۰۰ میکرومتر بود که از طریق فرآیند کلاسفایر هوایی در شرکت پتروسامان آذر تتیس تهیه گردید.
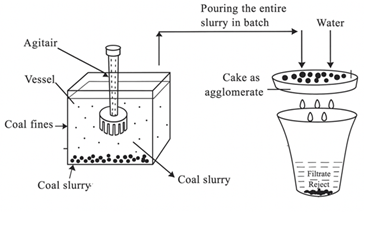
ابتدا ۵۰۰ میلی لیتر آب در سلول فلوتاسیون ریخته شد. برای هر آزمایش مقدار مشخصی از نمونه (۳، ۱۰، ۳۰، ۸۰ گرم) به داخل ظرف همزن دار ریخته شد و به منظور دستیابی به خیس شدن کامل ذرات زغال سنگ در آب، ابتدا همزدن با سرعت مشخص (۱۰۰۰، ۱۵۰۰ و ۲۰۰۰ دور در دقیقه) به مدت ۲ دقیقه روی حجم ۵۰۰ سی سی انجام گرفت. سپس ۱۵۰۰ سی سی آب اضافه شد و همزدن به مدت ۳ تا ۲۰ دقیقه دیگر ادامه یافت. پس از آن، عوامل روغنی مختلف (زایلن، هگزان، گازوییل) با غلظتهای مختلف از ۱۰ تا ۲۰ درصد وزنی نمونه زغال نرمه استفاده شده وزنی جامد به نمونه اضافه شد تا با دور یکسانی اگلومرهها تولید شوند. تمام آزمایشها در دمای محیط انجام شد. پس از پایان همزدن، دوغاب را روی الک (مش ۷۰) ریخته و محتویات روی الک با آب بخوبی شسته شد. شماتیک فرایند در شکل ۱ نشان داده شده است.

الف
ب
شکل ۱- الف) سلول فلوتاسیون آزمایشگاهی و ب) شماتیک مکانیزم فرآیند
در این تحقیق، اثر متغیرهای فرآیندی شامل درصد پالپ، سرعت همزدن، عامل روغنی و pH محیط مورد بررسی قرار گرفت. محصول آگلومره شده از الک جمع آوری و در کورهای با دمای ۱۱۰ درجه سانتیگراد خشک شد. میزان خاکستر نمونه اولیه و کنسانتره بهدست آمده به روش وزنی-حرارتی و بر اساس استاندارد ASTM D3174 تعیین گردید. همچنین درصد بازیابی محصول طبق رابطه ۱ محاسبه گردید:
بازیابی (٪) =´ ۱۰۰ (۱)
در این مطالعه ابتدا نوع ماده روغنی در شرایط فرآیندی درصد پالپ ۳ درصد، سرعت همزن ۱۵۰۰ دور بر دقیقه و pH خنثی، بررسی و سایر آزمایشات بر اساس ماده روغنی بهینه انجام گرفت.
- نتایج، بحث و نتیجه گیری
نرمه زغالسنگ حرارتی با اندازه ذرات کمتر از ۲۰۰ میکرومتر حاصل از فرآیند کلاسیفایر هوایی مورد آزمایش قرار گرفت و آنالیز تقریبی و دانه بندی به ترتیب در جداول ۱ و ۲ ارائه شده است.
جدول ۱- آنالیز شیمیایی نمونه زغال استفاده شده
| آیتم | مقدار (%) | روش آزمون |
| کربن ثابت | ۸۸/۷۶ | ASTM D3172-12 |
| مواد فرار | ۵۳/۱۱ | ASTM D3175-17 |
| خاکستر | ۴۵/۱۱ | ASTM D3174-12 |
| رطوبت ذاتی | ۱۴/۰ | ASTM D3173-11 |
جدول ۲- آنالیز دانه بندی نمونه زغال استفاده شده
| شماره الک (مش) | اندازه الک (میکرومتر) | درصد تجمعی روی مش |
| ۷۰ | ۲۰۰ | ۹۸/۳ |
| ۱۰۰ | ۱۵۰ | ۵۶/۱۵ |
| ۲۰۰ | ۷۵ | ۲۶/۴۷ |
| زیر الک | – | ۱۰۰ |
ابتدا نوع ماده روغنی به میزان ۱۰ درصد وزنی زغال، در شرایط فرآیندی درصد پالپ ۳ درصد، سرعت همزن ۱۵۰۰ دور بر دقیقه و pH خنثی، بررسی و سایر آزمایشات بر اساس ماده روغنی بهینه انجام گرفت. نتایج حاصل از آزمایشات در جدول ۳ ارائه شده است. بر اساس نتایج بهدست آمده بهترین ماده از نظر اقتصادی [۵] و راندمان فرآیند گازوییل است.
جدول ۳- اثر عامل روغنی بر کاهش خاکستر و درصد بازیابی
| نمونه | عامل روغنی | خاکستر نرمه اولیه (%) | خاکستر کنسانتره (%) | درصد بازیابی (%) |
| ۱ | زایلن | ۴۵/۱۱ | ۳۳/۳ | ۳/۸۷ |
| ۲ | هگزان | ۴۵/۱۱ | ۸۳/۳ | ۸/۸۷ |
| ۳ | گازوییل | ۴۵/۱۱ | ۵۵/۳ | ۶/۸۶ |
| ۴ | روغن آفتاب گردان | ۴۵/۱۱ | ۰۰/۴ | ۰۰/۸۳ |
| ۵ | روغن پسماند | ۴۵/۱۱ | ۸۶/۴ | ۷۷/۷۹ |
پس از تعیین نوع عامل اتصال مناسب، تأثیر سایر پارامترها شامل دور همزن، درصد پالپ، زمان همزدن وpH محیط بررسی شد. در جدول ۴ مقادیر متغیرهای مختلف، درصد خاکستر و درصد بازیابی کنسانتره گزارش شده است. اثر هر یک از پارامترها در قالب نمودار در ادامه مورد تحلیل و بررسی قرار گرفت.
جدول ۴- بررسی متغیرهای فرایندی
| شماره آزمون | مقدار نمونه (گرم) | پالپ (درصد) | سرعت (rpm) | زمان آگلومراسیون (دقیقه) | خاکستر محصول (گرم) | بازیابی (درصد) | pH |
| ۱ | ۳۰ | ۵/۱ | ۱۰۰۰ | ۳ | ۳۵/۳ | ۰۰/۸۵ | ۷ |
| ۲ | ۳۰ | ۵/۱ | ۱۰۰۰ | ۱۰ | ۹۷/۳ | ۳۳/۸۸ | ۷ |
| ۳ | ۳۰ | ۵/۱ | ۱۰۰۰ | ۲۰ | ۵۱/۴ | ۳۰/۸۸ | ۷ |
| ۴ | ۳۰ | ۵/۱ | ۱۵۰۰ | ۳ | ۴۳/۳ | ۸۸/۸۸ | ۷ |
| ۵ | ۳۰ | ۵/۱ | ۱۵۰۰ | ۱۰ | ۵۲/۴ | ۶۷/۹۱ | ۷ |
| ۶ | ۳۰ | ۵/۱ | ۱۵۰۰ | ۲۰ | ۳/۴ | ۳۱/۸۸ | ۷ |
| ۷ | ۳۰ | ۵/۱ | ۲۰۰۰ | ۳ | ۷۸/۴ | ۳۳/۹۱ | ۷ |
| ۸ | ۳۰ | ۵/۱ | ۲۰۰۰ | ۱۰ | ۵۱/۴ | ۰۰/۹۰ | ۷ |
| ۹ | ۳۰ | ۵/۱ | ۲۰۰۰ | ۲۰ | ۴۶/۴ | ۶۷/۸۶ | ۷ |
| ۱۰ | ۸۰ | ۴ | ۱۰۰۰ | ۳ | ۷۷/۴ | ۳۸/۷۹ | ۷ |
| ۱۱ | ۸۰ | ۴ | ۱۰۰۰ | ۱۰ | ۰۰/۴ | ۲۵/۸۱ | ۷ |
| ۱۲ | ۸۰ | ۴ | ۱۰۰۰ | ۲۰ | ۸۴/۵ | ۷۵/۸۸ | ۷ |
| ۱۳ | ۸۰ | ۴ | ۱۵۰۰ | ۳ | ۷/۴ | ۳۸/۸۹ | ۷ |
| ۱۴ | ۸۰ | ۴ | ۱۵۰۰ | ۱۰ | ۴/۴ | ۳۸/۸۴ | ۷ |
| ۱۵ | ۸۰ | ۴ | ۱۵۰۰ | ۲۰ | ۹۲/۴ | ۰۰/۹۵ | ۷ |
| ۱۶ | ۸۰ | ۴ | ۲۰۰۰ | ۳ | ۲۵/۵ | ۶۳/۹۰ | ۷ |
| ۱۷ | ۸۰ | ۴ | ۲۰۰۰ | ۱۰ | ۰۲/۵ | ۷۵/۸۳ | ۷ |
| ۱۸ | ۸۰ | ۴ | ۲۰۰۰ | ۲۰ | ۱۱/۵ | ۸۸/۹۶ | ۷ |
| ۱۹ | ۳۰ | ۵/۱ | ۱۵۰۰ | ۵ | ۸۷/۳ | ۰۰/۸۵ | ۷ |
| ۲۰ | ۳۰ | ۵/۱ | ۱۲۰۰ | ۵ | ۹۶/۲ | ۳۳/۸۴ | ۲ |
| ۲۱ | ۳۰ | ۵/۱ | ۱۲۰۰ | ۲۰ | ۲۹/۳ | ۳۳/۸۳ | ۲ |
| ۲۲ | ۸۰ | ۴ | ۱۲۰۰ | ۵ | ۰۵/۳ | ۷۵/۶۸ | ۲ |
| ۲۳ | ۸۰ | ۴ | ۱۲۰۰ | ۱۰ | ۶۵/۳ | ۲۵/۷۶ | ۲ |
| ۲۴ | ۸۰ | ۴ | ۱۲۰۰ | ۲۰ | ۴۵/۳ | ۵۰/۷۶ | ۲ |
| ۲۵ | ۸۰-۵روغن | ۴ | ۱۵۰۰ | ۵ | ۹۸/۲ | ۳/۸۳ | ۲ |
| ۲۶ | ۲۰۰-۱۵روغن | ۱۰ | ۱۵۰۰ | ۵ | ۹۲/۴ | ۹۳ | ۲ |
| ۲۷ | ۲۰۰ -۱۰روغن | ۱۰ | ۱۵۰۰ | ۵ | ۹۳/۳ | ۸/۹۷ | ۲ |
| ۲۸ | ۲۰۰ – ۵روغن | ۱۰ | ۱۵۰۰ | ۵ | ۴۹/۳ | ۷/۹۶ | ۲ |
۱-۳ سرعت همزدن
در شکل ۲ و ۳ اثر سرعت و زمان آگلومراسیون بر درصد خاکستر محصول و درصد بازیابی محصول برای شرایط ۵/۱ درصد پالپ نشان داده شده است. شرایط همزدن از پارامترهای حیاتی برای آگلومراسیون است که در آن پراکندگی ذرات روغن و برخورد بین ذرات پراکنده روغنی و ذرات زغال سنگ نقش اصلی را ایفا میکند. شدت و مدت همزدن به طور قابل توجهی بر روند آگلومراسیون تاثیر میگذارد و مانند سایر پارامترها، شدت و مدت همزدن نیز دارای یک نقطه بحرانی است. از آنجایی که سرعت ۲۰۰۰ سرعت بسیار بالایی برای مقیاس تجاری است در این آزمایشات اثر سرعتهای کمتر بررسی شد.
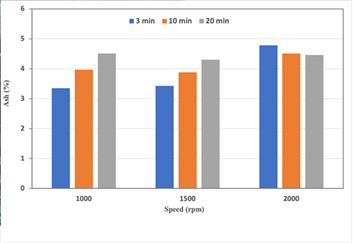
شکل ۲- اثر سرعت و زمان آگلومراسیون بر درصد خاکستر محصول در شرایط ۵/۱ درصد پالپ
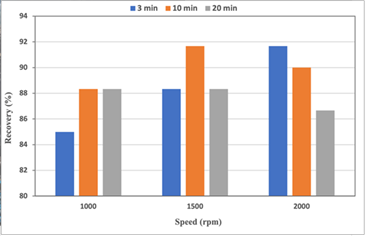
شکل ۳- اثر سرعت و زمان آگلومراسیون بر درصد بازیابی در شرایط ۵/۱ درصد پالپ
با افزایش سرعت همزدن تا ۱۵۰۰ دور بر دقیقه، راندمان افزایش و خاکستر کاهش مییابد. اما سرعت همزدن بالاتر از ۱۵۰۰ دور بر دقیقه، منجر به کاهش درصد بازیابی شده در حالی که درصد خاکستر محصول افزایش مییابد. بنابراین برای دستیابی به بازیابی بالاتر و در عین حال خاکستر کمتر، سرعت ۱۵۰۰ دور بر دقیقه سرعت بهینه در این آزمایشات در نظر گرفته شد. افزایش زمان آگلومراسیون بسته به سرعت همزدن تاثیر متفاوتی دارد. اما به طور معمول، همزدن طولانی مدت باعث شکستن آگلومرههای تشکیل شده و از دست دادن بازیابی زغالسنگ تمیز میشود. بنابراین شرایط بهینه همزدن باید با دقت و به صورت تجربی برای هر نوع زغالسنگ بررسی شود. در این آزمایشات زمان همزدن کمتر از ۱۰ دقیقه پیشنهاد میشود.
۲-۳ درصد بهینه پالپ
در شکلهای ۴ و ۵ اثر سرعت و زمان آگلومراسیون بر درصد خاکستر محصول و درصد بازیابی محصول برای شرایط ۴ درصد پالپ نشان داده شده است.
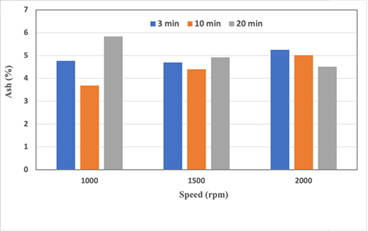
شکل ۴- شکل ۲- اثر سرعت و زمان آگلومراسیون بر درصد خاکستر محصول در شرایط ۴ درصد پالپ
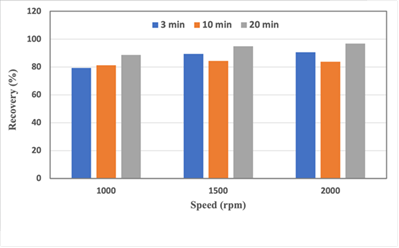
شکل ۵- اثر سرعت و زمان آگلومراسیون بر درصد بازیابی در شرایط ۴ درصد پالپ
یک درصد بهینه پالپ برای هر زغالسنگ وجود دارد بهطوری که غلظت خیلی زیاد یا خیلی کم هر دو بر روی نتیجه فرآیند اثر منفی میگذارد. غلظت بیش از حد مطلوب منجر به ناکافی شدن قطرات روغن برای پوشش کل ذرات زغالسنگ میشود و در نتیجه بخش بزرگی از زغالسنگ تصفیه نشده باقی میماند. از سوی دیگر اگر غلظت پالپ خیلی کم باشد فاصله بین ذرات زغالسنگ و روغن بسیار زیاد میشود و در نتیجه باعث پوشش ناکافی ذرات زغالسنگ توسط روغن میشود.
با توجه به نتایج بهدست آمده (شکلهای ۴ و ۵) با افزایش دانسیته پالپ اثر سرعت همزدن و زمان آگلومراسیون کاهش مییابد و اثر معناداری بر نتایج ندارد. از طرفی با افزایش درصد پالپ راندمان بالاتر با افزایش درصد خاکستر حاصل میشود. بنابراین برای افزایش بهرهوری فرآیند نیاز به تغییر شرایط فرآیندی است بهطوری که بتوان دانسیته پالپ (و در نتیجه ظرفیت فرآیند) را افزایش داد و در عین حال محصول با کیفیت با بازیابی قابل قبول تولید کرد.
۳-۳ pH دوغاب
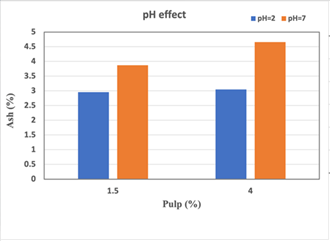
به طور معمول pH خنثی برای اکثر انواع زغال سنگ بهینه عمل میکند و منجر به بازیابی حداکثری در فرآیند آگلومراسیون میشود. با این حال در این آزمایشات تاثیر مقادیر اسیدی و قلیایی نیز بررسی گردید. به منظور کاهش pH از اسید سولفوریک و برات افزایش pH از سود (NaOH) استفاده شد. در شکل ۶ نتایج حاصل از تغییر pH بر روی دو نمونه پالپ ۵/۱ و ۴ درصد در شرایط فرآیندی سرعت ۱۵۰۰ دور بر دقیقه و زمان ۵ دقیقه، نشان داده شده است. همانطور که مشاهده میشود، در محیط اسیدی (pH=2) میزان خاکستر به میزان قابل توجهی نسبت به محیط خنثی کاهش یافته است و این در حالیاست که بر راندمان بازیابی محصول بی اثر است. (نتایج مربوط به pH قلیایی به دلیل راندمان بسیار پایین گزارش نشد.)
بنابراین با انجام فرآیند در محیط اسیدی، امکان دستیابی به محصول با کیفیت از پالپ پر دانسیتهتر فراهم می شود. لذا ادامه آزمایشات با درصد پالپ بالاتر در محیط اسیدی و به منظور بررسی درصد عامل روغنی (گازوییل) انجام شد.
شکل ۶- اثرpH محیط بر کاهش خاکستر
۴-۳ درصد افزودن عامل روغنی
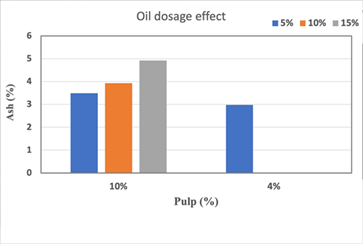
در شکل ۷ اثر افزودن مقادیر مختلف گازوییل (۵، ۱۰ و ۱۵ درصد وزنی زغال) بر میزان کاهش خاکستر و بازیابی محصول نشان داده شده است. مشاهده میشود که با افزایش درصد عامل روغنی راندمان فرآیند کاهش (جدول ۴) و خاکستر افزایش مییابد. این نتایج از انجام آزمایشات در محیط اسیدی و با دانسیته پالپ ۱۰ درصد بهدست آمده است که برای مقایسه میزان خاکستر در شرایط مشابه، نمونه ۴ درصد پالپ نیز گزارش شده است. همانطور که مشاهده میشود، با افزایش دانسیته پالپ، چنانچه فرآیند در محیط اسیدی انجام شود، محصول بهدستآمده، دارای راندمان و خاکستر قابل قبول است.
شکل ۷- اثر درصد گازوییل بر کاهش خاکستر
بر اساس نتایج حاصل از این پژوهش، شرایط بهینه فرآیند آگلومراسیون شامل سرعت همزن ۱۵۰۰ دور بر دقیقه، زمان همزدن بین ۳ تا ۱۰ دقیقه، و pH محیط برابر با ۲ تعیین گردید. بررسی نقش پارامترهای فرآیندی نشان داد که شرایط همزدن از عوامل کلیدی در موفقیت فرآیند آگلومراسیون محسوب میشود. بهگونهای که پراکندگی مناسب ذرات روغن و افزایش احتمال برخورد آنها با ذرات زغالسنگ، تأثیر مستقیمی بر تشکیل آگلومرهها دارد.
شدت و مدت همزدن نیز همانند سایر پارامترها دارای نقطه بحرانی بوده و تغییرات آن میتواند عملکرد فرآیند را بهطور قابل توجهی تحت تأثیر قرار دهد. از سوی دیگر، کاهش pH دوغاب موجب کاهش بیشتر خاکستر شده و امکان دستیابی به محصول با خاکستر پایین حتی در دانسیتههای بالاتر پالپ را فراهم میسازد.
- مراجع
۱- A. Alizadeh and W. Simonis, “Flotation of finest and ultra-finest coal particles”, Aufbereitungs-Technik 6 (1985) 363.
۲- W.G. Steedman, S.V. Krishnan, “Oil agglomeration process for the treatment of fine coal”, in: S.K. Mishra, R.R. Klimpel Eds., “Fine Coal Processing”, Dow Chemical, Midland, MI, (1987) pp. 179–۲۰۴.
۳- J.H. Slaghuis, L.C. Ferreira, “Selective spherical agglomeration of coal”, Fuel 66 (1987) 1427–۱۴۳۰.
۴- S.M. Shrauti, D.W. Arnold, “Recovery of waste fine coal by oil agglomeration”, Fuel 74 (1995) 459 – ۴۶۵.
۵- A.A. Abdelrahman, G.F. Brookes, “An economic assessment of using surfactants in cleaning coal by the oil agglomeration method”, Energy Prog. 7 (1987) 47–۵۰.